Menyolder aluminium adalah proses yang sulit di rumah. Kompleksitas ini disebabkan oleh sifat-sifat logam, yang membuatnya sulit untuk menghubungkan bagian-bagian individual aluminium dengan zat lain. Penting untuk menghubungkan aluminium sesuai dengan teknologi yang dikembangkan secara khusus yang memastikan kualitas penyolderan. Yang penting adalah pengalaman master, yang menghubungkan bagian-bagian yang terbuat dari aluminium dengan menyolder.
Isi
Mengapa aluminium tidak dapat disolder dengan baik?
Banyak yang mencoba menyolder aluminium di rumah dan memahami dengan baik: solder tidak mau menempel pada permukaan bagian. Ini disebabkan oleh pembentukan film oksida yang stabil pada logam, yang memiliki daya rekat rendah pada bahan solder. Metode untuk menyolder aluminium di rumah direduksi menjadi perang melawan film pelindung.
Dalam mineralogi, aluminium oksida disebut korundum. Ini terdiri dari kristal transparan, yang merupakan batu mulia.Korundum memiliki warna yang berbeda, tergantung pada pengotor: kromium memberikan warna kemerahan, safir - kebiruan. Film oksida memiliki kekuatan tinggi dan tidak dapat disolder. Itu harus dikeluarkan dari permukaan dan kemudian mulai menyolder bagian-bagiannya.

Cara menghilangkan film oksida
Film dihilangkan dari permukaan logam dengan beberapa cara, yang paling efektif adalah kimia dan mekanis. Kedua metode membutuhkan lingkungan tanpa udara di mana tidak ada oksigen untuk bekerja.
Metode kimia didasarkan pada pengendapan seng atau tembaga pada permukaan billet dengan elektrolisis. Tembaga sulfat diterapkan dalam bentuk larutan pekat ke tempat yang disiapkan untuk penyolderan. Pasang terminal negatif baterai atau sumber daya lainnya ke area logam yang bersih. Salah satu ujung kawat tembaga dihubungkan ke terminal positif, ujung lainnya diturunkan ke dalam larutan pada permukaan aluminium. Sebagai hasil dari elektrolisis, tembaga atau seng diendapkan dalam lapisan tipis pada aluminium dan melekat kuat padanya. Sekarang Anda bisa menyolder aluminium dengan timah.
Film minyak digunakan untuk menghilangkan oksida. Untuk metode ini, lebih baik mengambil oli sintetis atau transformator dengan kadar air rendah. Minyak jenis lain harus disimpan pada suhu + 150 ... + 200 ° C, airnya akan menguap. Pada suhu yang lebih tinggi, isinya akan mulai memercik. Minyak dehidrasi diterapkan ke permukaan bagian aluminium. Dengan amplas, Anda perlu menggosok aluminium di bawah lapisan yang diterapkan untuk menghilangkan oksida.
Kulit ampelas diganti dengan pisau bedah, ujung besi solder bergerigi atau serutan besi yang diperoleh dari paku yang digosok dengan kikir. Keripik dituangkan ke minyak dan ujung besi solder digosokkan ke permukaan, mengelupas lapisan oksida. Dianjurkan untuk memanaskan bagian besar dengan jet udara panas.Solder dengan besi solder direndam dalam tetesan minyak dan digosok di tempat penyolderan. Untuk proses penyolderan yang lebih baik, rosin atau fluks lainnya ditambahkan.
Fluks berdasarkan asam asetilsalisilat atau ortofosfat, garam asam borat atau natrium telah dibuat untuk menyolder kabel aluminium. Rosin jarang digunakan, tidak efektif dalam kasus aluminium. Fluks digunakan untuk menyolder kabel, pot, dan lain-lain.
Fluks untuk mematri aluminium
Fluks sangat aktif, jadi setelah menyolder mereka harus dicuci dengan larutan air dan alkali. Peran alkali dilakukan dengan baik oleh soda kue. Setelah alkali, sambungan dicuci dengan air bersih. Organ pernapasan harus dilindungi dari uap fluks yang masuk ke dalamnya. Mereka dapat mengiritasi selaput lendir dan memasuki aliran darah. Yang paling umum dari mereka perlu dipertimbangkan secara individual.
Rosin
Rosin adalah yang paling dicari dari semua fluks. Ini digunakan saat menggabungkan berbagai logam. Ini bekerja pada aluminium hanya jika tidak ada udara, jadi jarang digunakan. Lebih banyak waktu dihabiskan untuk bekerja dengan damar, lebih sedikit efisiensi. Fluks ini bukan untuk profesional, dapat disolder, tetapi kualitas sambungannya tidak tahan lama.
Fluks bubuk
Aluminium dibrazing dengan kompor gas menggunakan fluks bubuk. Tidak disarankan untuk menambahkan oksigen ke nyala api, ini mengurangi efisiensi fluks. Fluks yang paling umum:
- F-34A;
- boraks;
- asam asetilsalisilat;
- lemak solder.

F-34A adalah fluks aktif yang mengandung 50% kalium klorida, 32% litium klorida, 10% natrium fluorida, dan 8% seng klorida. Komposisi digunakan dengan solder yang mengandung aditif kimia.Ini higroskopis dan larut dalam air.
Boraks adalah bubuk yang meleleh pada 700 ° C, larut dalam air, dan dicuci dengan larutan asam sitrat. Berbeda dalam biaya rendah.
Asam asetilsalisilat ditemukan dalam bentuk tablet aspirin. Saat dipanaskan dengan besi solder, uap berbahaya bagi kesehatan manusia dilepaskan yang membakar hidung, mata, dan organ pernapasan.
Lemak solder terdiri dari parafin, amonium klorida dan seng, air deionisasi. Penyolderan yang baik dari tempat-tempat yang dipanaskan sebelumnya yang telah menjalani prosedur tinning. Setelah menyolder bagian aluminium, disarankan untuk membersihkan residu fluks, jika tidak maka akan menyebabkan korosi pada logam.
Fluks cair
Fluks cair diterapkan ke tempat penyolderan di lapisan tipis. Saat bekerja dengan besi solder, ia cepat menguap dengan pelepasan asap yang terbakar. Flux F-64 mengandung fluorida, tetraetilamonium, penghambat korosi dan air terionisasi. Ini menghancurkan film oksida dengan baik dan membantu menyolder benda kerja aluminium besar. Ini digunakan saat menyolder tembaga, aluminium, besi galvanis dan logam lainnya.
F-61 terdiri dari trietanolamin, amonium fluoroborat dan seng fluoroborat. Digunakan untuk tinning dan solder paduan aluminium pada suhu hingga 250 °C. Castolin Alutin 51 L terdiri dari kadmium, timbal dan 32% timah. Bekerja paling efektif pada suhu di atas 160°C.
Salah satu fluks yang terdaftar membantu menyolder panci aluminium, aluminium kosong dengan ukuran berbeda, untuk menghubungkan duralumin, duralumin (duralumin) kosong dengan menyolder.
Solder untuk penyolderan aluminium
Solder untuk menyolder aluminium dibuat atas dasar seng atau aluminium.Aditif dimasukkan ke dalamnya untuk mencapai berbagai karakteristik: untuk menurunkan titik leleh, meningkatkan kekuatan. Mereka diproduksi di Amerika, Jerman, Prancis, Rusia. Mari kita pertimbangkan beberapa di antaranya.
Solder aluminium yang umum dan diiklankan secara luas adalah HTS 2000. Ini diproduksi oleh perusahaan dari Amerika Serikat. Latihan membuktikan kerapuhannya: bagian yang disolder memungkinkan udara dan uap air melewatinya. Itu tidak dapat digunakan tanpa fluks.
Castolin 192FBK berdasarkan seng (97%) dan aluminium (2%) diproduksi di Prancis. Castolin memproduksi solder 1827 dan AluFlam-190 yang dirancang untuk mematri tembaga dan aluminium pada 280 °C.

Castolin 192FBK adalah tabung solder yang mengandung fluks di intinya. Ini diproduksi dalam bentuk batangan, 100 g di antaranya berharga 100-150 rubel. Solder lubang kecil dan retak dengan baik.
Chemet Aluminium 13 adalah solder yang digunakan saat mengelas bagian pada suhu 640 °C ke atas. Ini didasarkan pada aluminium (87%) dan silikon (13%). Suhu leleh solder adalah sekitar 600 ° C. Ini diproduksi dalam bentuk batangan, yang ada 25 buah per 100 g. 100 g berharga 500 rubel. Varietas yang disebut Chemet Aluminium 13-UF memiliki struktur berongga dan mengandung fluks di intinya. Biayanya untuk 12 batang, yang beratnya 100 g, adalah 700 rubel.
Solder aluminium juga diproduksi di perusahaan domestik. Untuk menyolder dengan kompor gas, komposisi merek 34A digunakan. Itu meleleh pada suhu 525 ° C, paduan disolder AMts, AM3M, AMg2 dengan baik. 100 g berharga 700 rubel.
Grade A terdiri dari 60% seng, 36% timah dan 2% tembaga. Mencair pada 425 °C. Diproduksi dalam batang dengan berat 145 g. Biaya satu batang adalah 400 rubel.
SUPER A+ diproduksi di Novosibirsk dan merupakan analog dari HTS-2000. Ini diterapkan bersama dengan gumboil merek SUPER FA. Harganya 800 rubel. untuk 100 gram.Dalam keadaan cair menjadi kental, perlu menggunakan alat baja untuk meratakannya.
kawat berinti
Kawat fluks digunakan saat mengelas bagian aluminium, tidak cocok untuk menyolder. Pengelasan aluminium dengan obor gas dengan kawat berinti fluks tidak dilakukan. Lebih baik mengelas bagian dengan mesin listrik.
Besi solder mana yang cocok?
Apa yang harus disolder, alat apa yang dibutuhkan untuk ini - semuanya tergantung pada area penyolderan. Aluminium dan tembaga menghantarkan panas dengan baik, jadi Anda membutuhkan besi solder yang kuat. Dengan luas bagian 1000 cm², kekuatan besi solder adalah 50-60 watt. Seringkali dua atau lebih bagian disolder, dalam hal ini daya meningkat menjadi 100 watt. Saat memanaskan sambungan, besi solder berdaya rendah cocok. Sengatan dipilih lebar, takik dapat dibuat di atasnya untuk menghilangkan film aluminium oksida.
Hal ini diperlukan untuk mempertimbangkan cara menyolder aluminium dengan besi solder. Ini dilakukan dengan alat yang dipanaskan dengan baik setelah melepaskan film oksida dan pelapisan, solder menempel dengan baik ke area kaleng (dikalengkan menggunakan solder khusus) dan besi solder apa pun cocok
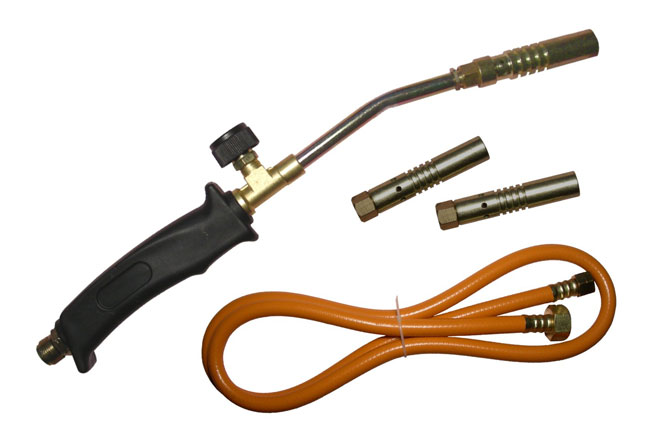
Obor mematri aluminium
Anda perlu tahu cara menyolder dengan obor gas. Jika luas bagian-bagiannya besar dan tidak ada cukup daya untuk menyolder, gunakan pembakar. Lebih baik menggunakan gas, karena menyolder aluminium dengan kompor gas memiliki potensi besar. Pembakar dengan cepat memanaskan persimpangan bagian hampir ke suhu leleh aluminium. Fluks dengan solder diterapkan pada sambungan, diratakan dengan ujung besi solder dan mengeras. Sambungan harus dicuci dari sisa-sisa asam solder atau fluks lainnya.
Saat bekerja dengan pembakar, aturan keselamatan kebakaran harus diperhatikan. Tidak boleh ada cairan atau bahan yang mudah terbakar di dekatnya.
Mana yang lebih baik - mengelas atau menyolder
Jawaban atas pertanyaan ini mungkin berbeda. Penggunaan satu metode atau lainnya tergantung pada penggunaan suku cadang setelah sambungannya. Lebih baik menyolder radiator mobil. Metode ini murah dan dapat diandalkan. Labu susu dan wadah penyimpanan makanan lainnya paling baik dilas. Jahitan las lebih tahan lama, terutama dalam ukuran yang lebih besar. Seringkali perlu untuk mengelas bagian yang terbuat dari paduan aluminium. Pengelasan silumin praktis satu-satunya cara untuk menyambung, selain menggunakan lem.
Pada pengelasan dan penyolderan, jika diinginkan, Anda dapat menghasilkan banyak uang. Pertanyaan tentang cara menyolder tabung aluminium di lemari es atau memperbaiki rangka sepeda sering muncul. Di bengkel, pekerjaan itu mahal: pipa solder - 1000 rubel. dan banyak lagi. Saat menghubungkan kabel listrik dengan menyolder, mereka membutuhkan 15 rubel. untuk setiap. Perbaikan rangka sepeda yang terbuat dari paduan aluminium menggunakan solder berharga 500 rubel. Perbaikan panci akan menelan biaya 100 rubel. Untuk jumlah tersebut harus ditambahkan biaya waktu dan uang untuk pengiriman produk ke bengkel dan kembali.
Untuk menghemat uang ini, Anda perlu belajar cara menyolder sendiri. Untuk melakukan ini, Anda perlu membeli kompor gas dalam bentuk kaleng seharga 700-1000 rubel. dan solder. Anda dapat mempelajari perawatan permukaan dan penjahitan pada radiator mobil tua.
Artikel serupa: